
猜你喜欢
(报告出品方/作者:华安证券,郑小霞、邓承佯)
3 先进陶瓷正逐步推动诸多高技术领域的发展先进陶瓷已逐步成为新材料的重要组成部分,成为许多高技术领域发展的重要 关键材料,备受各工业发达国家的极大关注,其发展在很大程度上也影响着其他工 业的发展和进步。由于先进陶瓷特定的精细结构和其高强、高硬、耐磨、耐腐蚀、耐 高温、导电、绝缘、磁性、透光、半导体以及压电、铁电、声光、超导、生物相容等 一系列优良性能,被广泛应用于国防、化工、冶金、电子、机械、航空、航天、生物 医学等国民经济的各个领域。

5G 基站方面,单个 4G 基站 MLCC 需求量约 3750 个,5G 基站需求则大幅提升 4 倍至 15000 个电感需求方面。由于 5G 基站天线通道数增加,以及天线有源化对天线 设计提出了更高的要求,被动元件需求量大幅增加。数据显示,2019 年,中国 5G 基 站 MLCC 总需求量为 20 亿个,2020 年,中国 5G 基站 MLCC 总需求量为 88 亿个,较上 年同比增长 340%,观研报告网预计 2022 年中国 5G 基站 MLCC 总需求量将达 120 亿 个。
汽车方面,汽车电子发展对 MLCC 市场规模推动主要来自汽车电子化率和新能源 汽车渗透率的提高。汽车电子化率方面,从使用量上来看,汽车领域对于 MLCC 的需 求量显著高于消费电子,其中动力系统带来的 MLCC 增量较为显著。每辆汽车使用的 电子元件,中端车平均为 6300 个,高端车为 8200 个,纯电动汽车增加到 14000 个, 其中有一半是MLCC,这意味着随着新能源汽车的不断普及,MLCC需求量会不断增长。 从发展方向上看,汽车电子正成为各大主流 MLCC 厂商的主要布局方向,电动车(EV) 的需求亦有望迎来较快增长。
上游材料方面,MLCC 使用的陶瓷粉体是在钛酸钡基础粉上添加改性添加剂形成 的配方粉。钛酸钡可以作为电介质材料的主要原因在于其常温条件下介电常数较高, 在 MLCC 的成本结构中占比在 20%-45%之间,粉体的自制直接影响 MLCC 的盈利。因 而 MLCC 下游的高景气度也会催生大量陶瓷粉体的需求。

供应端,村田及 TDK 是当前全球最大的两家电感供应商,以其为首的日本厂商 总计约占据了电感全球市场的 50%。其中,村田在射频电感方面处于主导地位,而 TDK 及松下则在汽车领域的功率电感具备优势。从国内市场上看,国内电感器件行业 主要参与者包括日系厂商及中国本土厂商,中国厂商中,奇力新占据主要市场,优势领域为电脑、网络及手机方面的功率电感;顺络电子是目前中国营收规模最大的电 感企业。总体来看,国内电感器件行业的竞争者主要分为三个梯队,第一梯队以日 系厂商为主,同时包括少部分中国厂商(奇力新、顺络电子);第二梯队主要为国内中 大型厂商,主要包括麦捷科技、风华高科、合泰盟方、铂科新材等企业;第三梯队为 国内中小型企业,企业规模较小,竞争力较弱。
3.1.3 压电陶瓷行业
压电陶瓷是一种重要的换能材料,其机电耦合性能优良,在电子信息、机电换 能、自动控制、微机电系统、生物医学仪器中广泛应用。为适应新的应用需求,压电 器件正向多层化、片式化和微型化方向发展。近年来,多层压电变压器、多层压电驱 动器、片式化压电频率器件等一些新型压电器件不断被研制,并广泛应用于电气、 机电、电子等领域。同时,在新型材料方面,无铅压电陶瓷的研制已取得了较大的突 破,有可能使得无铅压电陶瓷在许多领域替代锆钛酸铅(PZT)基的压电陶瓷,推动 绿色电子产品的升级换代。此外,压电材料在下一代能源技术中的应用开始崭露头 角。过去十年中,随着无线与低功耗电子器件的发展,利用压电陶瓷的微型能量收 集技术的研究与开发受到各国政府、机构和企业的高度重视。
需求端,根据辰宇信息咨询披露,2020 年全球压电陶瓷技术市场规模达到了 576 亿元,预计 2026 年将达到 745 亿元,年复合增长率(CAGR)为 3.7%。。 供给端,经过不断发展,我国压电材料企业数量众多,能够生产的产品种类较 为齐全,涌现出一批优秀企业,例如天通股份、中科三环、无锡好达电子等。但我国 压电材料行业集中度低,排名前三的企业合计市场份额占比仅为 10%左右,大部分企 业规模偏小,资金实力较弱,在研发、技术、人才等方面较为薄弱,以低端产品生产 为主。在此背景下,我国压电材料行业结构发展不合理,高端产能不足,低端产能过 剩。

3.1.4 陶瓷基板行业
随着近年来科技不断升级,芯片输入功率越来越高,对高功率产品来讲,其封 装基板要求具有高电绝缘性、高导热性、与芯片匹配的热膨胀系数等特性。伴随着 功率器件 (包括 LED、LD、IGBT、CPV 等) 不断发展,散热成为影响器件性能与可 靠性的关键技术。对于电子器件而言,通常温度每升高 10°C,器件有效寿命就降 低 30% ~ 50%。因此,选用合适的封装材料与工艺、提高器件散热能力就成为发展 功率器件的技术瓶颈。
以大功率 LED 封装为例,由于输入功率的 70%-80%转变成为热量(只有约 20%-30% 转化为光能),且 LED 芯片面积小,器件功率密度很大(大于 100W/cm2),因此散热成 为大功率 LED 封装必须解决的关键问题。如果不能及时将芯片发热导出并消散,大 量热量将聚集在 LED 内部,芯片结温将逐步升高,一方面使 LED 性能降低 (如发 光效率降低、波长红移等),另一方面将在 LED 器件内部产生热应力,引发一系列可 靠性问题 (如使用寿命、色温变化等)。
陶瓷基板主要有平面陶瓷基板及多层陶瓷基板。制造高纯度的陶瓷基板是很困 难的,大部分陶瓷熔点和硬度都很高,这一点限制了陶瓷机械加工的可能性,因此 陶瓷基板中常常掺杂熔点较低的玻璃用于助熔或者粘接,使最终产品易于机械加工。 Al2O3、BeO、AlN 基板制备过程很相似,将基体材料研磨成粉直径在几微米左右,与 不同的玻璃助熔剂和粘接剂(包括粉体的 MgO、CaO)混合,此外还向混合物中加入 一些有机粘接剂和不同的增塑剂再球磨防止团聚使成分均匀,成型生瓷片,最后高 温烧结。

陶瓷基板按照工艺主要分为 DPC、DBC、AMB、LTCC、HTCC 等基板。目前,国内 常用陶瓷基板材料主要为 Al2O3、AlN 和 Si3N4。Al2O3陶瓷基板主要采用 DBC 工艺,AlN 陶瓷基板主要采用 DBC 和 AMB 工艺,Si3N4陶瓷基板更多采用 AMB 工艺。近年来,随 着半导体照明和新型传感器市场规模的不断扩大,陶瓷基板需求随之增加。特别是 采用激光打孔与电镀填孔技术制备的 DPC 陶瓷基板,具有图形精度高、可垂直封装 等优点,大大提高了电子器件封装集成度,有望在今后的功率器件封装中发挥更大 的作用。(报告来源:未来智库)
高温共烧多层陶瓷基板(HTCC)
HTCC 又称高温共烧多层陶瓷基板。制备过程中先将陶瓷粉加入有机黏结剂,混 合均匀后成为膏状浆料,接着利用刮刀将浆料刮成片状,再通过干燥工艺使片状浆 料形成生坯;然后依据各层的设计钻导通孔,采用丝网印刷金属浆料进行布线和填 孔,最后将各生坯层叠加,置于高温炉(1600℃)中烧结而成。此制备过程因为烧结 温度较高,导致金属导体材料的选择受限(主要为熔点较高但导电性较差的钨、钼、 锰等金属),制作成本高,热导率一般在 20~200W/(m·℃)。
低温共烧陶瓷基板(LTCC)
LTCC,又称低温共烧陶瓷基板,其制备工艺与 HTCC 类似,只是在陶瓷粉中混入 质量分数 30%~50%的低熔点玻璃料,使烧结温度降低至 850~900℃,因此可以采用导 电率较好的金、银作为电极材料和布线材料。LTCC 采用丝网印刷技术制作金属线路, 有可能因张网问题造成对位误差;而且多层陶瓷叠压烧结时还存在收缩比例差异问 题,影响成品率。为了提高 LTCC 导热性能,可在贴片区增加导热孔或导电孔,但成 本增加。
厚膜陶瓷基板(TFC)
相对于 LTCC 和 HTCC,TFC 为一种后烧陶瓷基板。采用丝网印刷技术将金属浆料 涂覆在陶瓷基片表面,经过干燥、高温烧结(700~800℃)后制备。金属浆料一般由 金属粉末、有机树脂和玻璃等组分。经高温烧结,树脂粘合剂被燃烧掉,剩下的几乎 都是纯金属,由于玻璃质粘合作用在陶瓷基板表面。烧结后的金属层厚度为 10~20μ m,最小线宽为 0.3mm。由于技术成熟,工艺简单,成本较低,TFC 在对图形精度要求 不高的电子封装中得到一定应用。
直接键合铜陶瓷基板(DBC)
陶瓷基片与铜箔在高温下(1065℃)共晶烧结而成,最后根据布线要求,以刻蚀 方式形成线路。由于铜箔具有良好的导电、导热能力,而氧化铝能有效控制 Cu-Al2O3- Cu 复合体的膨胀,使 DBC 基板具有近似氧化铝的热膨胀系数。DBC 具有导热性好、 绝缘性强、可靠性高等优点,已广泛应用于 IGBT、LD 和 CPV 封装。DBC 缺点在于, 其利用了高温下 Cu 与 Al2O3 间的共晶反应,对设备和工艺控制要求较高,基板成本较高;由于 Al2O3 与 Cu 层间容易产生微气孔,降低了产品抗热冲击性;由于铜箔在 高温下容易翘曲变形,因此 DBC 表面铜箔厚度一般大于 100m;同时由于采用化学腐 蚀工艺,DBC 基板图形的最小线宽一般大于 100m。
直接镀铜陶瓷基板(DPC)
其制作首先将陶瓷基片进行前处理清洗,利用真空溅射方式在基片表面沉积 Ti/Cu 层作为种子层,接着以光刻、显影、刻蚀工艺完成线路制作,最后再以电镀/ 化学镀方式增加线路厚度,待光刻胶去除后完成基板制作。
活性金属钎焊陶瓷基板(AMB)
AMB 技术是指,在 800℃左右的高温下,含有活性元素 Ti、Zr 的 AgCu 焊料在陶 瓷和金属的界面润湿并反应,从而实现陶瓷与金属异质键合的一种工艺技术。AMB 陶 瓷基板,一般是这样制作的:首先通过丝网印刷法在陶瓷板材的表面涂覆上活性金 属焊料,再与无氧铜层装夹,在真空钎焊炉中进行高温焊接,然后刻蚀出图形制作 电路,最后再对表面图形进行化学镀。
与 DBC 陶瓷基板相比,AMB 陶瓷基板具有更高的结合强度和冷热循环特性。目 前,随着电力电子技术的高速发展,高铁上的大功率器件控制模块对 IGBT 模块封装 的关键材料——陶瓷覆铜板形成巨大需求,尤其是 AMB 基板逐渐成为主流应用。 日本京瓷采用活性金属焊接工艺制备出了氮化硅陶瓷覆铜基板,其耐温度循环 (-40~125℃)达到 5000 次,可承载大于 300A 的电流,已用于电动汽车、航空航天 等领域。特别是,该产品采用活性金属焊接工艺将多层无氧铜与氮化硅陶瓷键合, 同时采用铜柱焊接实现垂直互联,对 IGBT 模块小型化、高可靠性等要求有较好的促 进作用。

需求端,根据 GII 报告显示,受到疫情影响,2020 年估算为 66 亿美元的陶瓷 基板的全球市场,全球 PCB 产值为 652 亿美金,渗透率为 10%,预测在 2020 年~ 2027 年间陶瓷基板市场规模将以 6%的年复合成长率成长,2027 年之前将达到 100 亿美元。随着微电子封装产业的蓬勃发展,电子封装技术走向小型化、高密度、多功 率和高可靠性的方向发展,电子封装材料也逐渐成为一个高技术含量、高经济效益 的,具有重要地位的工业领域。目前常用的基板材料主要有塑料基板、金属基板、陶 瓷基板和复合基板四大类。
供给端,全球陶瓷基板市场竞争激烈。据 GII 调研数据显示,2019 年村田和京 瓷的市场份额分列一二,营收合计占据全球总额的约 33.15%。日本是全球最大的陶 瓷基板生产市场,核心厂商包括,村田、京瓷和丸和。欧洲是第二大生产市场,核心 厂商是罗杰斯,在全球排名第三。氧铝陶瓷基板是营收最高的产品类型,其 2019 年 的营收约占全球总额的 76.41%。

超瓷晶属于微晶玻璃,俗称玻璃水晶或者陶瓷玻璃,微晶玻璃的制造其实是一 种玻璃改质工艺,在玻璃的生产过程中加入了金属氧化物晶粒作为晶种,通过增加 新的高温结晶步骤使玻璃基体内的陶瓷晶体生长晶体化,改变玻璃态的非晶体结构 比例,从而形成致密的微晶相与玻璃相结合的多相复合固体材料。由于微晶相和玻 璃相的同时存在,微晶玻璃兼备了玻璃和陶瓷的双重特性,令超瓷晶玻璃具备更好 的坚固性与表面硬度,而这次应用于 iphone12 的“纳米级”改进则是把微晶玻璃内 部的晶态晶粒做得很小,尽可能在体积态保留玻璃非晶态的特性,让其容易做薄, 而在玻璃表面新增纳米级的微晶态,以获得微晶玻璃的表面特征,这也是其成功应 用的关键。
需求端,玻璃盖板为主要应用领域,粗略估算智能手机端玻璃盖板市场规模在千 亿级别。纳米微晶陶瓷是一种机械和化学性能优异的新材料,可在高温、腐蚀、无润 滑等恶劣环境下用作耐磨结构材料,如陶瓷轴承、机械密封件、纺织瓷件、研磨体、 管道、阀门、耐磨衬板、化工填料等,对提升传统结构陶瓷的可靠性和技术含量,推 动机械制造、化工、冶金、能源等相关产业的技术进步有积极意义。同时,纳米微晶 陶瓷也是一种优良的电子结构陶瓷,可替代滑石瓷和氧化铝陶瓷用作电子装置用各 种绝缘子、管座、电阻基体和密封外壳等。

在我国人工骨修复材料市场,无机非金属材料(生物陶瓷)以及复合材料产品 为行业内的相对主流产品。虽然自体骨从 20 世纪初开始广泛使用并成为骨移植临 床应用的金标准,但由于自体骨的骨量有限,难以满足大规模临床应用的需求,且 会造成患者的额外失血与创伤、取骨部分存在潜在并发症等风险,伴随着骨缺损修 复材料的发展,自体骨在国内外的临床使用比例均逐步下降。根据南方所的统计数 据,我国自体骨在骨科手术中的临床使用比例已由 2007 年的 81%下降至 2017 年的 62%,呈现出明显的下降趋势;目前我国骨科临床使用骨缺损修复材料的每年 133 万 例手术中,使用人工骨的约 53 万例,使用同种异体骨的约 80 万例。同时,在医 疗技术发展水平相对较高的美国,根据 Orthopaedic Biomaterials 的统计数据, 2017 年自体骨的临床使用比例为 45.51%,远低于我国。进入 21 世纪后开始研发出 的聚酰胺/羟基磷灰石复合材料、聚醚醚酮、羟基磷灰石复合材料及生物陶瓷材料等,逐渐开始替代自体骨或同种异体骨。
骨科骨缺损修复材料行业方面,天然骨修复材料占据了我国骨科骨缺损修复材 料行业约三分之二的市场份额,同种异体骨占据了其中 90%以上的市场份额,主要 生产企业包括山西奥瑞生物材料有限公司、北京鑫康辰医学科技发展有限公司、北 京大清生物技术股份有限公司、湖北联结生物材料有限公司、上海安久生物科技有 限公司、上海亚朋生物技术有限公司等国内企业;异种骨、脱钙骨基质的市场份额 较小。人工骨修复材料已占据了我国骨科骨缺损修复材料行业约三分之一的市场份 额,主要生产企业包括奥精医疗、上海瑞邦生物材料有限公司、杭州九源基因工程 有限公司、四川国纳科技有限公司、上海贝奥路生物材料有限公司等国内企业以及 百赛、Wright、强生等外国企业。
口腔科骨植入材料行业方面,我国口腔医疗行业起步较晚,大众的口腔健康意 识较为薄弱,使得我国口腔医疗行业的发展与国外有较为明显的差距。目前,我国 口腔科骨植入材料行业的市场份额主要被进口产品所占据,国产产品仅占据我国口 腔科骨植入材料行业约 15%的市场份额,进口替代程度较低。瑞士盖氏(Geistlich) 的 Bio-Oss 骨粉与 Bio-Gide 可降解胶原膜系列产品占据了我国口腔科骨植入材料 行业约 70%的市场份额,Bio-Oss 骨粉取自牛骨,系经高温煅烧处理的异种骨产品。
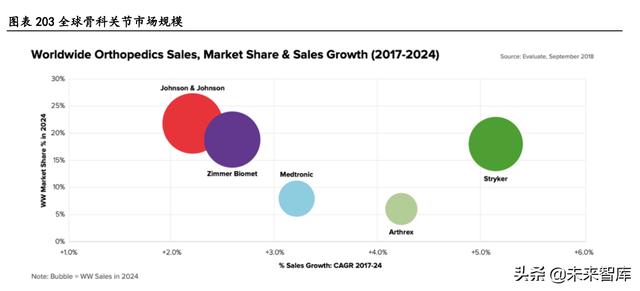
神经外科颅骨缺损修复材料行业,与我国骨修复材料行业、口腔医疗行业类似, 我国神经外科高值耗材行业起步亦较晚。目前,除了人工硬脑(脊)膜产品完成了进口替代以外,其他各类产品仍以进口产品为主,进口替代程度较低。目前,我国已上 市的神经外科颅骨缺损修复材料产品中,神经外科颅骨缺损修复材料以金属材料(钛 合金、钛网)为主,由于金属材料存在因易受温度影响而可能引起患者的不适反应、 在进行医疗影像检查时因容易产生伪影而对检查结果产生影响等缺点,高分子材料、 复合材料等其他材料发展较快。神经外科颅骨缺损修复材料的主要生产企业包括强 生、美敦力、史塞克等国外企业以及奥精医疗、西安康拓医疗技术股份有限公司、天 津市康尔医疗器械有限公司、上海双申医疗器械股份有限公司等国内企业。

3.3.3 人体植入体行业
氧化锆还可以被用来制造种植牙的种植体和基台。种植牙由种植体、基台及牙 冠组成。其中种植体按照植入深度可分为骨水平种植体、软组织水平植入体等两种, 前者种植体与牙槽骨齐平,适用范围广但手术难度较高,后者种植体与牙龈组织齐 平,仅适用牙龈较厚患者,手术难度较低。Straumann SNOW 是第一个在骨水平上可 拆卸螺钉固定的全陶瓷种植体系统,包括陶瓷种植体,陶瓷基台和陶瓷连接螺钉。 其特色是在种植体基台的重要过渡区域具有出色的粘膜适应性,可植入各类牙槽骨 质量的患者。
阻碍氧化锆种植体应用的因素主要有两点,其一是氧化锆种植体仍需更多临床 数据,其二是目前医疗标准中尚未对陶瓷种植体有明确测试标准。与其他氧化物陶 瓷相比,氧化锆已经显示出优越的生物力学性能。自从引入到牙科领域以来,氧化 锆已被用作所有陶瓷牙冠和固定牙修复体(FDP)以及种植体基台的骨架材料。由于其 材料特性及与牙齿相似的颜色,氧化锆是目前牙种植体的首选材料。此外,人类研 究已表明,与钛相比,氧化锆的细菌粘附减少,且氧化锆的种植体周围软组织中的 炎性细胞更少。在最近的一项系统综述 (Hashimetal,2016 年)中,植入 1 年后一段 式和两段式氧化锆种植体的总体成活率为 92%,氧化锆种植体可以作为钛种植体的 非金属替代品。但目前氧化锆种植体尚未获大范围临床应用,据 2019 年 Katarina Frigan 指出,其原因在于 ISO 14801 和 ISO 13356 尚未对氧化锆义齿植入设定专门 的测试标准。

陶瓷作为植入物材料除用于口腔修复外,还可用于人工关节。从生物学因素角 度来看,陶瓷人工关节相较于高分子聚乙烯关节具有优越性。1967 年来自瑞士研究 者报道了一种具有生物相容性的玻璃陶瓷,其主要由 SiO2、Na2O、CaO、P2O5、La 系 元素或其氧化物构成。从 1974 年开始我国对陶瓷人工关节进行了研究并通过大量的 实验确定了 SiO2-Al2O3-Li2O 系统,其中以 Ag 为晶核剂,生成 Li2O·SiO2为主要晶相 和少量 SiO2、β-Li2O、Al2O3-4SiO2 晶体的玻璃陶瓷材料。动物实验表明,这种玻璃 陶瓷人工关节具有良好的生物相容性,并且机械性能较好,耐腐蚀、抗氧化、无毒。 Hench 和 wilson 发明了部分降解含磷和钙的硅玻璃,其中一类具有特殊结构,称 为生物活性玻璃。表面部分在水溶液中可形成富含氧化硅和钙、磷离子的胶样层, 有利于羟基磷灰石(HA)的形成和沉积,然后 HA 晶体可吸附胶原粘多糖和糖蛋白, 从而在生物活性玻璃表面直接形成。有很多研究者在生物陶瓷的骨诱导试验中发现,其表面均能形成一种非定比性的骨样磷灰石,这种骨样磷灰石的形成与生物陶瓷周 围内环境的共同作用有关,是骨整合的重要条件。另外,有研究证实陶瓷表面骨样 磷灰石表面骨样磷灰石表层的形成,可选择性的吸收注入纤维蛋白等血清蛋白,有 利于细胞吸附的成骨细胞表型的表达,并且能直接促使干细胞转化为成骨细胞。
氧化铝可作微晶陶瓷人工关节。南昌大学《新型氧化铝基复合陶瓷骨组织生物 应答效应的实验研究》通过原位修饰法、纳米 ZrO2 包覆、热等静压等技术方法制 备新型氧化铝基复合陶瓷材料,随后进行材料处理及假体制作,最后进行临床应用。
材料处理:将微晶陶瓷熔化并置于模具中来制备陶瓷关节假体。在模具中 冷却后,髋关节假体将会呈现一个如透明玻璃般的状态。然后将髋关节暴 露在紫外线、X 射线或 γ 射线下并逐渐加热,在通过热处理后,透明玻 璃状的关节假体将转变为不透明状的陶瓷关节假体。与我们所知的工艺陶 瓷不同的是,微晶陶瓷有着数以万计的微晶结构,使得其有很高的强度和 韧性。最后,对所有关节进行表面抛光后,制备成微晶陶瓷假体,以供临床 使用。
需求端,根据前瞻产业研究院数据,2020 年氮化硅陶瓷轴承球市场零售规模达 到 701 亿元,预计 2021 年市场规模将达 723 亿元,未来五年年均复合增长率为 11.26%, 2025 年预计将达到 1108 亿元,其中新能源汽车为主要增长点。
供给端,全球氮化硅球的主要生产商包括 Toshiba、Tsubaki、Nakashima、 CoorsTek、AKS 和 Industrial Tectonics Inc,这几家生产商占到全球氮化硅球市 场份额的 45%。目前亚太地区是最大的氮化硅球市场,市场份额达到 48%,再者是欧 洲和北美地区。
3.4.3 新能源行业
伴随着电子科技技术的快速发展和全球对新能源汽车的需求,锂离子电池凭借 着容量高、重量轻,可反复充电,自放电小等优势不仅被广泛应用在手机、笔记本电 脑、照相机等 3C 类产品中;更是被储能电源、飞机、电动汽车等大型设备所看重, 独占市场鳌头。目前,中国是世界上最大的锂电池生产制造基地,中国锂电池的发 展潜力巨大;但是,在大的发展中也会面对大的问题,目前锂离子电池还存在安全, 循环寿命等问题,例如发生的众多手机自燃、电动汽车火灾、爆炸等事故给人们敲 响了安全的警钟。
陶瓷隔膜涂覆材料一般选择氧化铝及勃姆石。锂离子电池是由电极(正负极)、 隔离物(隔膜)、电解质和外壳四个部分组成,其中隔膜是关键的内层组件之一,它 不仅能使锂离子在正极和负极之间进行嵌入与脱嵌工作,保证电池的循环性能,而 且还要在工作工程中,使得正极和负极处于隔离状态,保证电池的安全性能。出于 循环性能和安全性能的考虑,国内外隔膜生产商都瞄向了陶瓷隔膜,因为陶瓷隔膜耐有机溶剂,与电解液相容性好,吸收率高,拉伸强度、穿刺强度高,热收缩率低, 破膜温度高,热收缩率低。

根据比亚迪申请的锂电池隔膜发明专利“一种电池隔膜及其制备方法” (CN201310750910.7),在无机涂覆浆料中,水的质量占比为 76%,固体材料陶瓷涂 覆颗粒与树脂材料的质量占比分别为 22%、2%。因此,以勃姆石为代表的陶瓷涂覆颗 粒为锂电池涂覆材料的最主要原材料。由于各锂电池生产商、锂电池隔膜生产商的 涂覆浆料配方不同,所采取的树脂种类也会有所差别,因此成本比重也会有所差别。
需求端,根据研究机构 EVTank 联合伊维经济研究院共同发布的《中国锂离子电 池隔膜行业白皮书(2020 年)》,2019 年中国锂电池涂覆材料出货量为 1.55 万吨, 其中无机涂覆材料出货 1.4 万吨,占比达 90.32%,有机涂覆材料、有机和无机结合 的涂覆材料占比不到 10%,无机涂覆材料为市场主流的涂覆材料。预计 2025 年无机 涂覆材料用量将达到 40.4 亿平方米。
供给端,随着国瓷材料的扩产,国内陶瓷涂覆领域将呈现两大多小的竞争格局。 在锂电池涂覆材料领域,据统计,2019 年德国的 Nabaltec AG 锂电池用勃姆石出货 量为 0.48 万吨,占比 37%,位居全球第一,壹石通锂电池用勃姆石出货量为 0.47 万 吨,占比 36%,位居全球第二,国内第一。

关键假设 4:2022 年柴油车销量增速假定为 2018-2021 年的复合增速 8.6%。(报告来源:未来智库)
氧化铝方面,我们测算 2022 年需求将达 11171 吨
高纯氧化铝粉呈白色微粉,粒度均匀,易于分散,化学性能稳定,高温收缩性能 适中,具有良好的烧结性能;广泛应用于汽车尾气的陶瓷涂层。汽车尾气催化剂中 的活性组分通常需要附着在涂层上,以保证一定的分散性、热稳定性和机械强度。 在氧化铝的各晶型中,γ-Al2O3具有较强吸附能力和大比表面积,是目前主要使用的 涂层材料。 国六标准下,柴油车的 DOC、DPF 均将用到氧化铝涂层,根据蜂窝陶瓷协会统计, 其涂覆体积约为蜂窝陶瓷的体积的 20%,可计算出柴油车中用量在 120g/L 左右。经 我们测算,2018-2022 年国内氧化铝需求量为 15.6 吨、342 吨、3905 吨、6163 吨和 11171 吨。
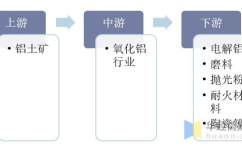
SCR、TWC、DOC 及部分 DPF、GPF 首先送至催化剂厂商完成涂覆,然后由封装厂 进行封装,封装后销售给主机或整车厂;部分 DPF、GPF 无需涂覆,直接送至封装厂 商进行封装,然后供主机厂、整车厂商使用。产业链具体分工如下: ①载体厂商主要生产用于内燃机尾气后处理系统中承载涂覆催化剂或捕捉颗粒 物的各类载体; ②催化剂涂覆厂商主要对载体进行活性组分及催化剂的涂覆处理,进而完成催 化器产品的整体化; ③封装厂商利用金属外壳和无机纤维衬垫对涂覆后的载体进行包裹,并添加其 他组件形成内燃机尾气后处理系统后销售给主机厂、整车厂商使用。
蜂窝陶瓷竞争格局:国内蜂窝陶瓷市场仍然被国外企业垄断,国内该业务领域 具有广阔的进口替代空间。NGK 及康宁公司是绝对龙头公司,二者合计占据了 86.18% 市场份额。国内厂商除国瓷材料和上市公司奥福环保以外,还有宜兴化机和凯龙高 科两家蜂窝陶瓷生产企业。其中,江苏省宜兴非金属化工机械厂于 1984 年开始研制 蜂窝陶瓷,是国内较早研发和生产蜂窝陶瓷的企业,目前年产能约 800 万升;凯龙 高科开发生产了满足国六标准的车/船用柴油机选择性催化还原 SCR 系统、主/被动 再生颗粒捕集系统(DPF)、CNG/LNG/LPG 后处理器、汽油机三元催化器等产品,具备 蜂窝陶瓷的生产能力。国内厂商整体产能相对较小,国瓷材料和奥福环保市场份额 仅占 0.84%和 0.77%,未来增长空间较大。
产品布局方面,除日本 NGK 专注于 DPF 外,其他国内外厂商均实现了全种类覆 盖。日本 NGK 公司则运用 HONEYCERAM 陶瓷技术,开发出了收集柴油汽车发动机排出 的微粒子收集滤清器,最多可除去 99%的 PM,是唯一一家将由堇青石与碳化硅(SiC) 这两种材料制成的柴油汽车尾气微粒子陶瓷滤清器DPF量产的厂商。在柴油车领域, 康宁公司的 Celcor LFA 载体在重型车辆每天使用柴油发动机的严苛条件下仍能实现 可靠的性能,通过选择性的组合载体的背压和几何表面积使得系统性能增强。而国 内的奥福环保、凯龙蓝烽、宜兴化机及国瓷材料均制造出直通式及壁流式蜂窝陶瓷, 可满足各类催化器使用。

氧化铝竞争格局:高纯纳米氧化铝的国外主要生产企业有住友、沙索等,其中 住友化学是市场份额最大的企业,占据全球高端市场 60%的份额。国内主要生产企业 包括国瓷材料、宣城晶瑞新材料、上海铱铭材料等。
(本文仅供参考,不代表我们的任何投资建议。如需使用相关信息,请参阅报告原文。)
精选报告来源:【未来智库】。未来智库 - 官方网站










 智钛公众号
智钛公众号 智钛小程序
智钛小程序